




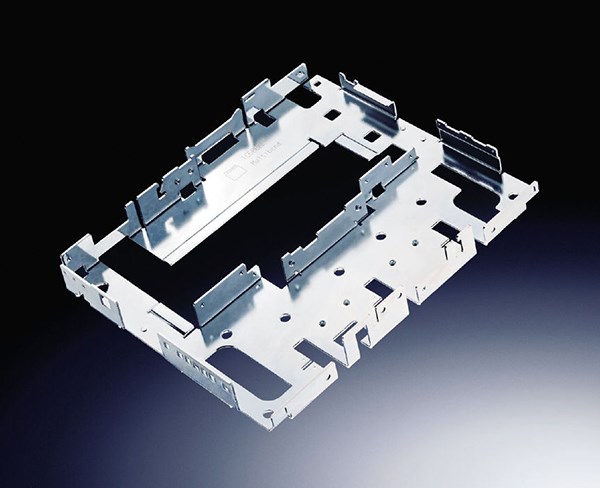
鈑金折彎加工如何計算折彎尺寸現代的鈑金折彎件加工工藝要求鈑金折彎展開準確,折彎加工后無需后續切割或剪切類加工就可以成為理想的鈑金折彎件,這就要求確計算鈑金折彎展開尺寸,并畫出折彎展開圖。目前較常規的計算方法是以截面中心層計算展開長度,認為中心層就是鈑金長度始終不變的一個層,其長度就是鈑金折彎展開的長度,它的位置剛好在板厚的一半處,對于一些要求精度不是太高的薄板大折彎角的零件,這種計算方法相對還是比較準確的,但對于厚板小折彎角鈑金零件的折彎,由于其中心層長度并非鈑金折彎展開的長度,以它的長度下料后再折彎時經常出現零件尺寸偏大的情況。






分切和剪切對于某些零件制造操作,需要在成形之前對金屬板進行轉換或切割。如果將金屬薄板或帶材制成管材卷,則無需進行覆膜。壓紙機,卷材修整器,下料機和剪板機將連續的金屬板和其他卷材材料的卷材切割成片材或修整毛坯的長度,使它們更易于搬運和放置到成型設備中。壓紙機和壓片系統通常用于金屬箔,金屬箔層壓板,紙張,塑料薄膜,織物和泡沫。

鈑金加工的基本流程、壓鉚:指采用沖床或油壓機把壓鉚螺母。壓鉚螺釘或壓鉚螺母柱等緊固件牢固地壓接在工件上的工藝過程2、漲鉚:指先將工件沉孔,再采用沖床或油壓機把漲鉚螺母牢固地壓接在工件上的工藝過程。3、拉母:指采用類似鉚接的工藝。用拉母把拉鉚螺母(POP)等連接件牢固地連接在工件上的工藝過程。4、拉鉚:指以拉鉚為工具用拉釘將兩個或兩個以上工件緊密地連接在一起的工藝過程。5、鉚接:用鉚釘將兩個或兩個以上工件面對面連接在一起的工藝過程,若是沉頭鉚接,需將工件先進行沉孔。



 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


